
교체 실용 가이드 금속 꼭지
(프라이어/오븐/기름 저장 탱크에 적합)
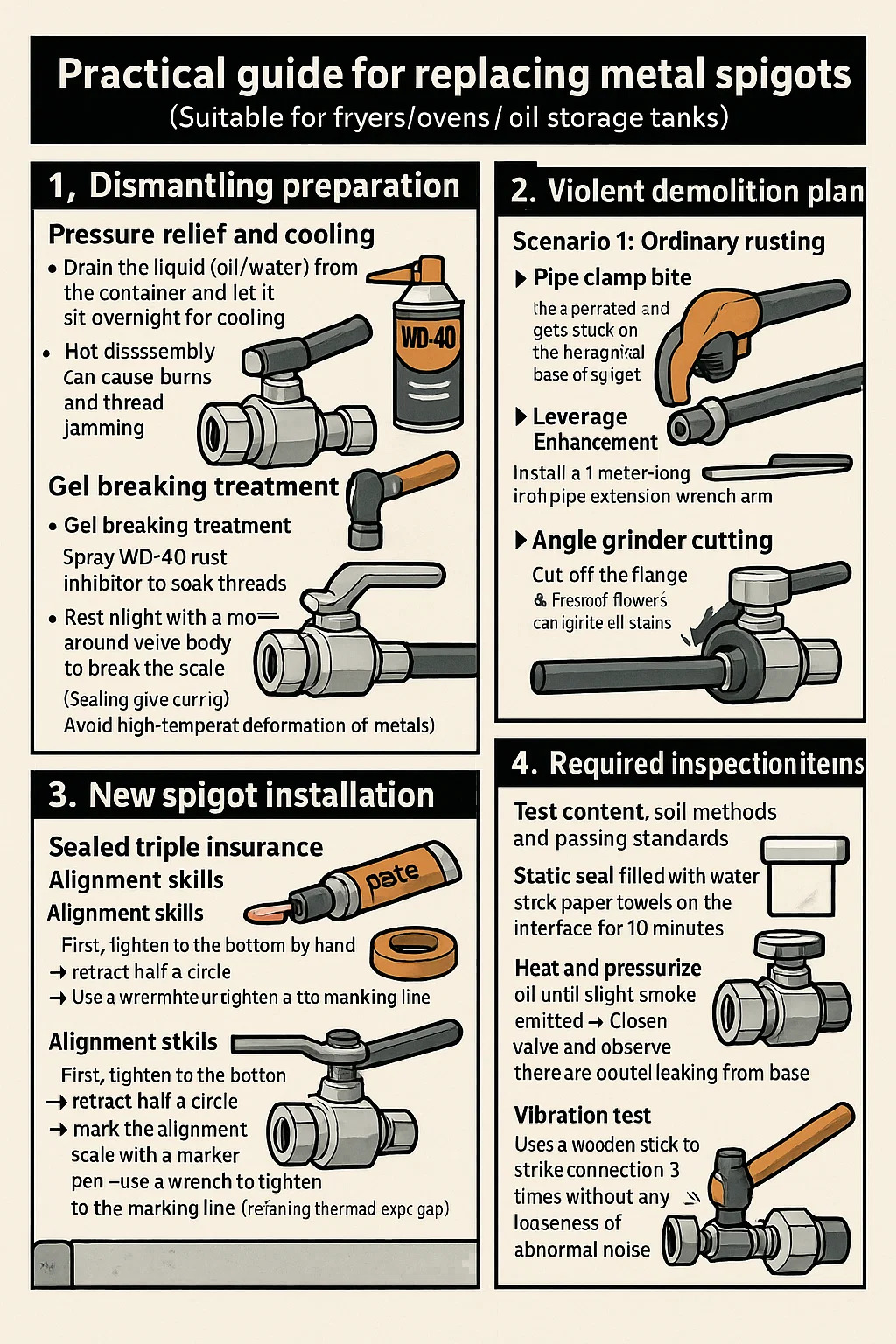
1. 해체 준비
압력 완화 및 냉각
용기에서 액체(기름/물)를 배출하고 냉각을 위해 밤새 방치합니다. 뜨거운 분해로 인해 화상 및 실 걸림이 발생할 수 있습니다.
젤 브레이킹 처리
녹슨 마개: WD-40 녹 방지제를 뿌려 나사산을 적시고, 밸브 본체 주위를 망치로 가볍게 두드려 스케일을 깨뜨립니다.
씰링 접착제 경화: 뜨거운 공기총을 사용하여 접착제가 부드러워질 때까지 저온에서 굽습니다(금속의 고온 변형 방지).
2、 폭력적인 철거 계획
▶ 시나리오 1: 일반적인 부식
파이프 클램프 바이트 : 톱니 모양의 끝이 꼭지의 육각형 베이스에 걸려 시계 반대 방향으로 천천히 회전합니다. (갑자기 힘을 가하면 조인트가 파손됩니다.)
활용도 향상: 1m 길이의 철제 파이프 연장 렌치 암 설치
▶ 시나리오 2: 실 슬라이딩 톱니
치즐 분해: 설치 베이스를 따라 깊은 홈을 파고 → 드라이버를 사용하여 누르기 → 망치로 베이스를 깨뜨림
앵글 그라인더 절단: 플랜지 절단(내화 꽃은 기름 얼룩을 발화시킬 수 있음)
3、 새로운 마개 설치
봉인된 삼중 보험
연분홍색 고온 밀봉 테이프로 감은 나사(3바퀴 반 회전, 나사 방향 반대)
구리 기반 바이트 방지 페이스트(고온 점착 방지)
구리 개스킷 추가(고무보다 오일 부식에 더 강함)
정렬 기술
먼저 손으로 바닥까지 조이고 → 원을 반쯤 집어넣고 → 마커 펜으로 정렬 눈금을 표시하고 → 렌치를 사용하여 표시선까지 조입니다(열팽창 간격 유지).
4、필수검사항목
| 테스트 유형 | 현장 방법 | 합격/불합격 기준 |
| 정적 밀봉 테스트 | 관절에 티슈 페이퍼를 누르세요. | 패스 : 10분후 수분 제로 |
| 뜨거운 압력 테스트 | 연기가 날 때까지 오일을 가열 → 밸브를 닫습니다. | 패스 : 베이스에 기름방울이 없음 |
| 진동 테스트 | 나무망치로 연결된 구역을 3번 칩니다. | 패스 : 덜거덕거림/풀림 현상이 없습니다. |
| 열 순환 | 350°F로 가열 → 자연 냉각 → 반복 | 실패 : 실 주변에 눈에 보이는 미세한 균열 |
 물 USB 펌프/충전식 배터리가 포함된 전기 식수 펌프")






